
-
Evidenziare
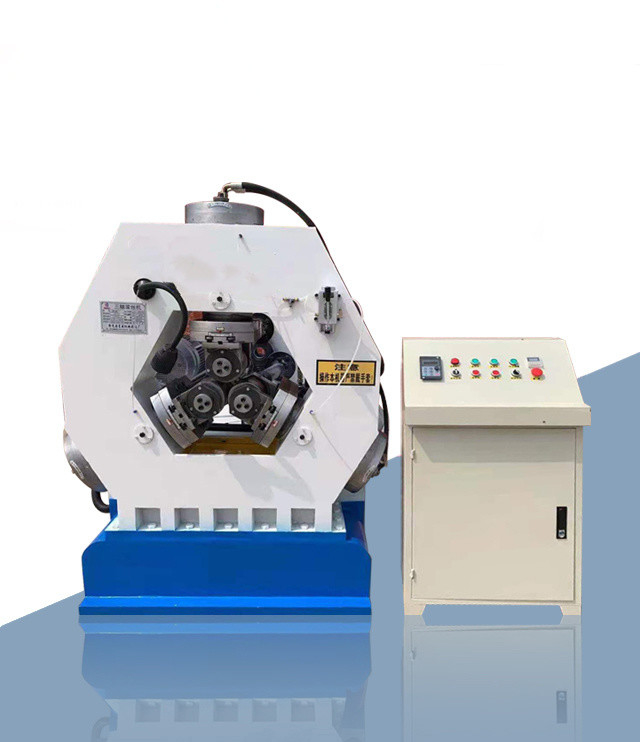
Laminatoio idraulico del filo
,Laminatoio giroscopico del filo
,Macchina utensile del tondo per cemento armato di rotolamento del filo
-
Garanzia12 mesi
-
Su misuraSu misura
-
Vantaggiofacile a manutenzione
-
Circostanzanuovo
-
Pacchetto di trasportoCaso di legno
-
OrigineLa Cina
-
Codice di HS8463200000
-
Dimensione del pacchetto per prodotto dell'unità1950.00cm * 1050.00cm * 1070.00cm
-
Peso lordo per prodotto dell'unità50.000kg
-
Spese di spedizioneper essere negoziato
-
Servizio di assistenza al clienteContatto con il email, video, What′ s APP
-
TipoLaminatoio
-
CertificazioneISO9001, CE
Laminatoio giroscopico idraulico del filo


Descrizione di prodotto
Informazioni di società.
Informazioni di base.
Imballaggio & consegna
Descrizione di prodotto
Descrizione:
Il laminatoio del filo è una macchina utensile diformazione fredda multifunzionale. Il laminatoio del filo può elaborare il filo, il grano diritto ed il rotolamento obliquo del grano del pezzo in lavorazione in uno stato freddo all'interno del suo campo di pressione di rotolamento; denti diritti, denti elicoidali e rotolamento elicoidale degli ingranaggi della scanalatura; raddrizzamento, ridurrsi, rotolamento e vario rotolamento di formazione. La macchina ha un sistema di controllo elettrico-idraulico sicuro ed affidabile e di esecuzione, che permette che ogni ciclo operativo sia scelto dai tre modi: manuale, semiautomatico ed automatico.
|
Oggetto |
Parametro |
||
|
Modello |
ZP28-125 |
Elaborazione del diametro
|
Ø25-120mm |
|
Motore dell'impulso principale |
15kw |
Passo di rotolamento |
1-16mm |
|
Stazione idraulica del motore |
5.5kw-4 |
Velocità |
0-50r/min |
|
Diametro del rullo |
Ø125-Ø180mm |
Qualità dell'unità |
3500kg |
|
Dimensioni |
2000×1500×1700mm |
||
Caratteristiche:
La struttura della colata del laminatoio del filo, tre cilindri idraulici è progettata dentro la fusoliera, ragionevole e forte, con grande potere, il filo che elabora, l'adeguamento conveniente, il regolamento della velocità di conversione di frequenza, ampia gamma di alta precisione dell'applicazione, può rotolare i vari fili, i fili ordinari, il filo a forma di t, il modello netto, il modello diritto, il filo a forma di speciale, la barretta vuota dell'ancora, sollevamento vuoto, può anche eseguire l'elaborazione idraulica come la formazione e calandratura sul pezzo in lavorazione.

La soluzione al problema di nessun filo o del filo sudicio
La direzione di rotazione della testa di rotolamento è sbagliata; la specificazione della testa di rotolamento è contradditoria con la barra d'acciaio;
L'ordine della manica di posizionamento è sbagliato; se l'ordine delle teste di rotolamento è installato correttamente;
Il rullo e la manica di posizionamento sono danneggiati;
Usura & rinnovamento
Le ruote di rotolamento devono essere hanno regolato contemporaneamente, cioè, per regolare la coincidenza delle rientranze delle ruote della R e di L sulla superficie del pezzo in lavorazione. Se l'adeguamento sincrono è inesatto, il pezzo in lavorazione avrà i denti, i chip e stati caotici di fuori de tolleranza. L'altezza concentrare del pezzo in lavorazione è coerente con l'altezza concentrare della ruota di rotolamento (che permette i 0.01-0.08mm più bassi). I metodi comunemente usati di adeguamento sono:
Dopo la ruota di rotolamento è consumato, i denti possono essere a terra fuori ridurre il numero dei denti ed i parametri possono essere calcolati ancora secondo il processo di cui sopra ed i denti possono essere ri tagliati produrre una ruota di rotolamento ristrutturata, che può essere ristrutturata periodi multipli all'interno della gamma permissibile della distanza concentrare della macchina utensile.

Profilo aziendale
Shaanxi Zhongtuo Mining Equipment Company è stato fondato nel 2005 a provincia di Xi'an, Shaanxi, è una società di commercio estero che si specializza nella ricerca, nello sviluppo e nelle vendite di macchine e di impianti nei campi di estrazione mineraria, dei ponti, dei marciapiedi e dei tunnel.
Attualmente, i nostri clienti sono in tutti la Russia, la Tailandia, la Romania, la Bulgaria, l'Albania, la Colombia, il Brasile, il Perù, l'Uruguay, l'Arabia Saudita, il Kuwait, gli Emirati Arabi Uniti, l'Oman, Turchia, Israele, il Kazakistan, l'India e molti altri paesi.

Circa certificazioni:

Vantaggi d'imballaggio di legno
Il legno ha buon attenuando le proprietà, la resistenza della corrosione, ad alta resistenza e buone proprietà di assorbimento dell'umidità e la scatola di legno è adatta ad oggetti di varie dimensioni, che è conveniente per stoccaggio e trasporto.

I nostri prodotti sono venduti in tutto il mondo. Puoi stare certo dell'intero processo dei nostri prodotti.